- Industries
- Solutions
- Services
- About CCC
- Media Center
- Contact
Discover the benefits of bringing CCC’s best-in-class turbomachinery controls inside your Honeywell Experion PKS.
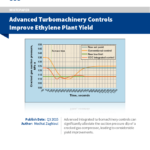
WATCH NOWAdvanced Turbomachinery Controls Improve Ethylene Plant Yield
Advanced integrated turbomachinery controls can significantly alleviate the suction pressure dip of a cracked gas compressor, leading to considerable yield improvements.
Fill out the form to download the FREE white paper “A Total Integrated Approach”.
Download your FREE copy today!
Contents Preview
Ethylene Plant yield is a function of pyrolysis furnace backpressure, among other factors. The mechanism to keep the furnaces backpressure at a certain value is the suction pressure to speed cascade control loop on the cracked gas compressor.
The schematic arrangement of the gas path from the furnaces to the compressor may be represented as follows:
In the above Fig. 1, the design pressures, temperatures and flow rates of the gas path are depicted for a 300,000 MT/Y Ethylene Plant, in a simplified manner. Any particular plant may have slight differences.
In every plant, the selected cracked gas compressor suction pressure set-point value is determined to ensure that, in the event of a single or multiple furnace trip events, the suction pressure does not dip low enough to sub-atmospheric values, thereby creating the risk of sucking in air with the process gas, which could create an explosive mixture.